Naukowcy z Krajowe Laboratorium Nauki o Materiałach w Shenyang, Instytut Badań Metali Chińskiej Akademii Nauk współpracując z Chiński Uniwersytet Nauki i Technologii zaprezentowali metodę wytwarzania przyrostowego w stanie stałym umożliwiającą wytwarzanie nanokompozytów na bazie aluminium, które nie wymagają dodatkowej obróbki cieplnej. Opublikowano dnia Springerowa natura w badaniu wprowadzono addytywne osadzanie przez wytłaczanie tarciowe (AFED) w celu wytworzenia nanokompozytów Al6Mg wzmocnionych nanorurkami węglowymi (CNT). Powstały materiał osiągnął granicę plastyczności (YS) wynoszącą około 303 MPa, co stanowi wzrost o 78% w porównaniu ze stopami aluminium AFED 5083 i najwyższą wartość odnotowaną dla niepoddających się obróbce cieplnej stopów Al–Mg wytwarzanych metodą wytwarzania przyrostowego metodą tarcia i mieszania.
W celu wzmocnienia stopów aluminium często wymagana jest obróbka cieplna po obróbce, taka jak rozpuszczanie w roztworze stałym i hartowanie, ale może to powodować odkształcenia i pękanie w skomplikowanych geometriach. Metody wytwarzania przyrostowego w stanie stałym (SSAM), takie jak wytwarzanie przyrostowe na bazie mieszania tarciowego (FSBAM), pozwalają uniknąć defektów topienia i krzepnięcia dzięki wykorzystaniu ciepła tarcia i poważnych odkształceń plastycznych. Jednak stopy Al – Mg wytwarzane tymi procesami zazwyczaj wykazują granicę plastyczności poniżej 270 MPa.
Dodatkowe osadzanie przez wytłaczanie cierne, nowszy wariant FSBAM, wprowadza etap wstępnego odkształcania, który generuje intensywne tarcie pomiędzy surowcem a obracającą się matrycą przed wytłaczaniem. Ten etap deformacji z podwójnym ścinaniem poprawia dyspersję cząstek i udoskonala mikrostrukturę podczas osadzania, tworząc gęste, wolne od defektów warstwy.
Kontrolowane przetwarzanie i reakcja mechaniczna
Surowiec do próbek CNT/Al6Mg wytworzono metodą metalurgii proszków przy użyciu proszku Al–6% wag. Mg zmieszanego z 1% wag. wielościennych CNT (MWCNT). Mieszaninę zmielono przy 200 obrotach na minutę, zagęszczono i wytłaczano na gorąco w cylindryczne kęsy. Te kęsy zastosowano jako surowiec AFED, osadzano przy 700 obr./min dla CNT/Al6Mg i 300 obr./min dla 5083Al. Termopary osadzone w pierwszej warstwie rejestrowały cykle termiczne, wykazując szczytowe temperatury osadzania wynoszące około 503°C dla CNT/Al6Mg i 455°C dla 5083Al, potwierdzając większy wkład cieplny przy szybszym obrocie narzędzia.
Uzyskano dziesięciowarstwowe osady o jednakowej grubości, bez pęknięć i pustek. Podczas gdy 5083Al dawał gładkie powierzchnie przy 300 obr./min, CNT/Al6Mg wymagał większej prędkości, aby wyeliminować wżery na powierzchni. Badania mikrotwardości wykazały średnio 129 HV dla CNT/Al6Mg w porównaniu z 90 HV dla 5083Al, co stanowi wzrost o 43,3%. Próba rozciągania wykazała zachowanie izotropowe w kierunkach wzdłużnym, poprzecznym i konstrukcyjnym. CNT/Al6Mg uzyskało granicę plastyczności ~303 MPa i wytrzymałość na rozciąganie (UTS) ~418 MPa, natomiast 5083Al osiągnęło ~170 MPa YS i ~314 MPa UTS.
Dlatego też CNT/Al6Mg przewyższa wszystkie wcześniej zgłoszone niepoddające się obróbce cieplnej materiały Al – Mg produkowane w procesie wytwarzania addytywnego metodą mieszania tarciowego, jak pokazują dane porównawcze na rys. 15 badania.

Udoskonalenie mikrostruktury i wzmocnienie pochodzenia
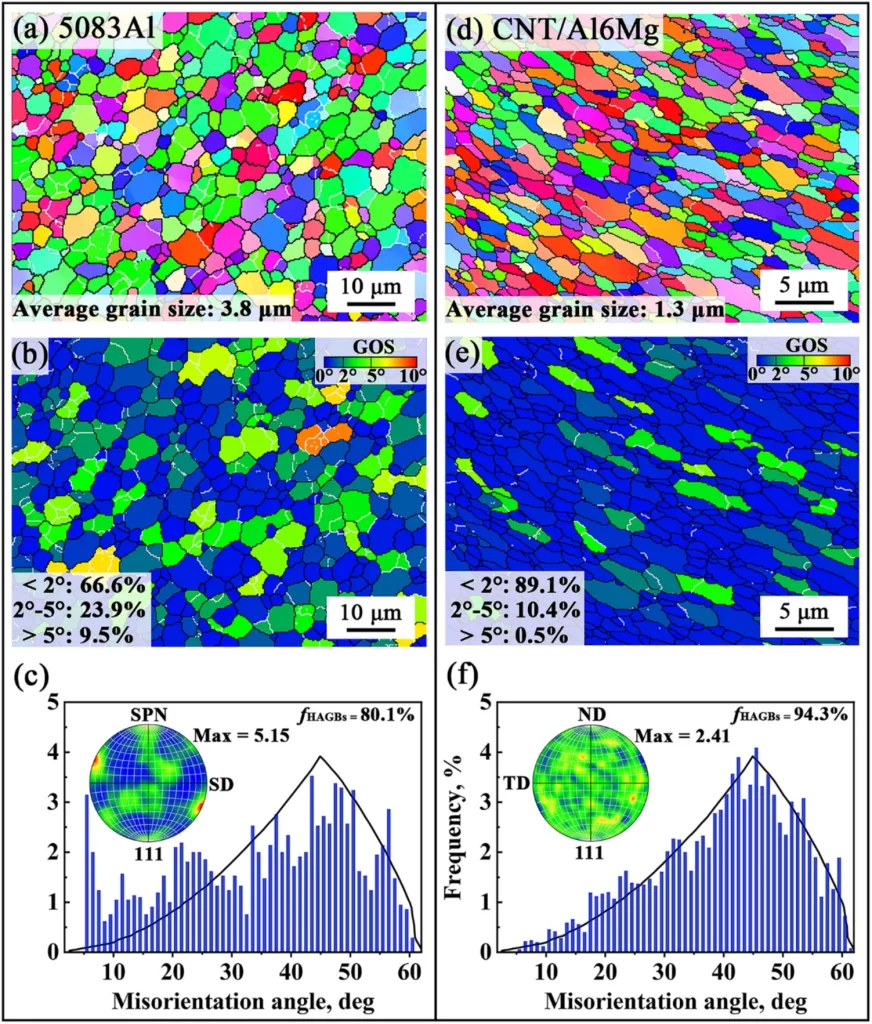
Dyfrakcja elektronów wstecznego rozproszenia (EBSD) ujawniła, że rozdrobnienie ziarna było kluczem do poprawy wydajności. AFED 5083Al zawierał ziarna równoosiowe o średniej wielkości 3,8 µm, podczas gdy CNT/Al6Mg wykazywał wydłużone ziarna o średniej wielkości 1,3 µm, co oznaczało 66% zmniejszenie wielkości ziaren. Frakcja granic ziaren pod wysokim kątem osiągnęła 94,3% w CNT/Al6Mg w porównaniu z 80% w 5083Al. Analiza tekstury wykazała słabszy składnik ścinający wynoszący 2,4 wielokrotności rozkładu losowego (MRD) w porównaniu z 5,15 MRD w 5083Al, wykazując bardziej losową orientację ziaren.
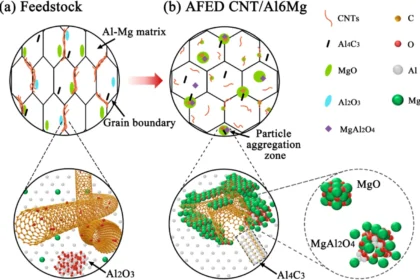
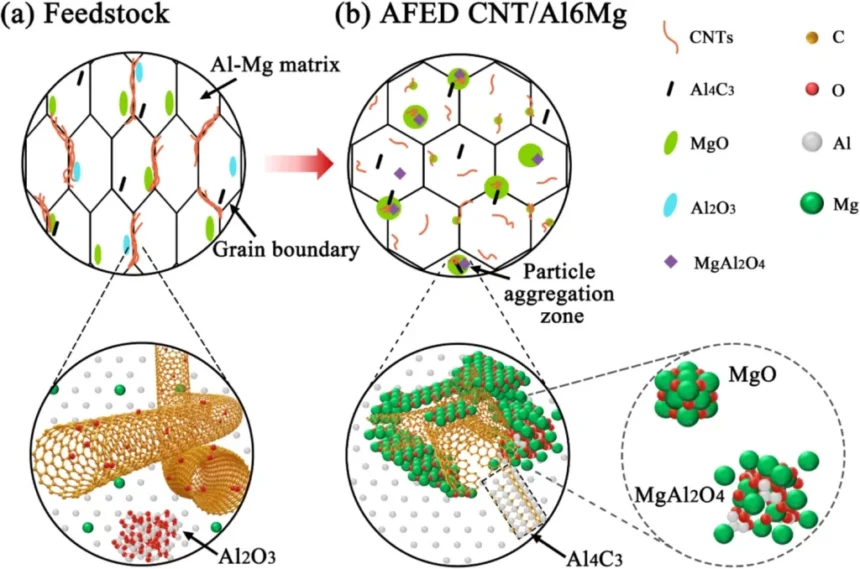
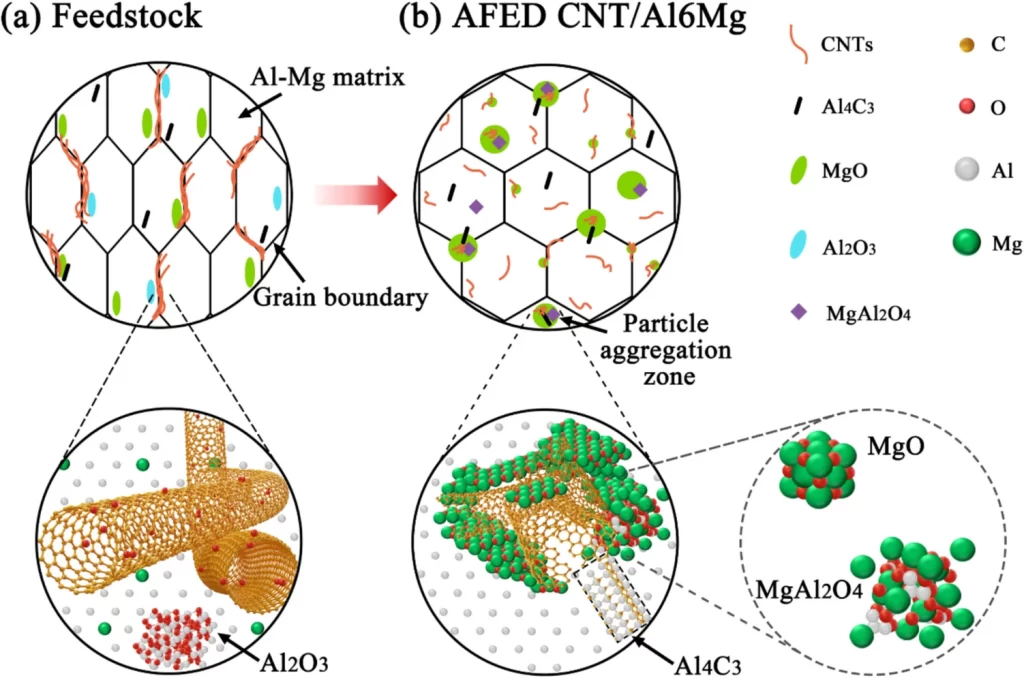
Transmisyjna mikroskopia elektronowa (TEM) potwierdziła rozproszone nanorurki CNT otoczone nanocząsteczkami MgO, MgAl₂O₄ i Al₄C₃, tworzące strefy agregacji cząstek (PAZ). Cząsteczki te ograniczały wzrost ziaren i powodowały miejscowe unieruchomienie dyslokacyjne. Spektroskopia Ramana potwierdziła, że nanorurki CNT pozostały w dużej mierze nienaruszone, a stosunek Iᴅ/Iɢ wzrósł z 0,81 w surowcu do 0,97–1,06 po AFED, co wskazuje jedynie na niewielkie uszkodzenia.
Analiza ilościowa przypisała większość wzmocnienia mechanizmom granicy ziaren i mechanizmom orowańskim. Wzmocnienie na granicy ziaren wyniosło około 182,6 MPa, podczas gdy wzmocnienie Orowana w wyniku interakcji dyslokacja-cząstka dodało 51 MPa. Dyslokacja i wzmocnienie roztworem stałym miały mniejszy wkład, a efekty przenoszenia obciążenia były znikome, ponieważ CNT miały tendencję do skupiania się w PAZ.
Porównanie wydajności i wydajności półprzewodnikowej
CNT/Al6Mg przekroczył zakres granicy plastyczności 200–270 MPa, typowy dla wcześniejszych układów Al–Mg opartych na mieszaniu tarciowym. Ponieważ AFED działa całkowicie w stanie stałym, pozwala uniknąć defektów związanych z topieniem i chłodzeniem w procesie wytwarzania przyrostowego metodą statyczną oraz eliminuje potrzebę hartowania lub starzenia. W wyniku procesu uzyskano równomierny rozkład twardości i spójne zachowanie przy rozciąganiu we wszystkich kierunkach.
Analiza chemiczna wykazała, że interakcje pomiędzy atomami magnezu i tlenem zaadsorbowanym na CNT utworzyły podczas AFED cząstki MgO i MgAl₂O₄. Te nanocząstki działały jak bariery dyfuzyjne, które ograniczały dalszą reakcję między fragmentami CNT a matrycą aluminiową, ograniczając tworzenie kruchych faz Al₄C₃ i poprawiając stabilność granicy faz. Połączenie rafinowanych ziaren i wzmocnienia w nanoskali spowodowało zaobserwowany 78-procentowy wzrost granicy plastyczności bez dodatkowej obróbki cieplnej.
Dalsze badania mogą dotyczyć optymalizacji parametrów i dostosowania zawartości CNT w celu udoskonalenia równowagi wytrzymałościowo-plastyczności. Zmiany prędkości obrotowej i szybkości podawania mogą dostosować wielkość ziaren i dyspersję cząstek do różnych zastosowań konstrukcyjnych. Wykazano skuteczność AFED CNT/Al6Mg potwierdza, że wytwarzanie przyrostowe w stanie stałym może pozwolić na otrzymanie nanokompozytów aluminiowych o wysokiej wytrzymałości, niewymagających obróbki cieplnej, odpowiednich na lekkie elementy konstrukcyjne.

Łącząc poważne odkształcenie plastyczne, precyzyjną kontrolę termiczną i wzmocnienie w nanoskali, praca ta ustanawia AFED jako skuteczną metodę wytwarzania kompozytów na bazie aluminium o wysokiej stabilności mechanicznej i minimalnych odkształceniach.